
9.62hrs
Faster to unload same pallet volume
77,384m
Less forklift travel per cycle
~0
Rack damage incidents in shuttle zones
The Challenge:
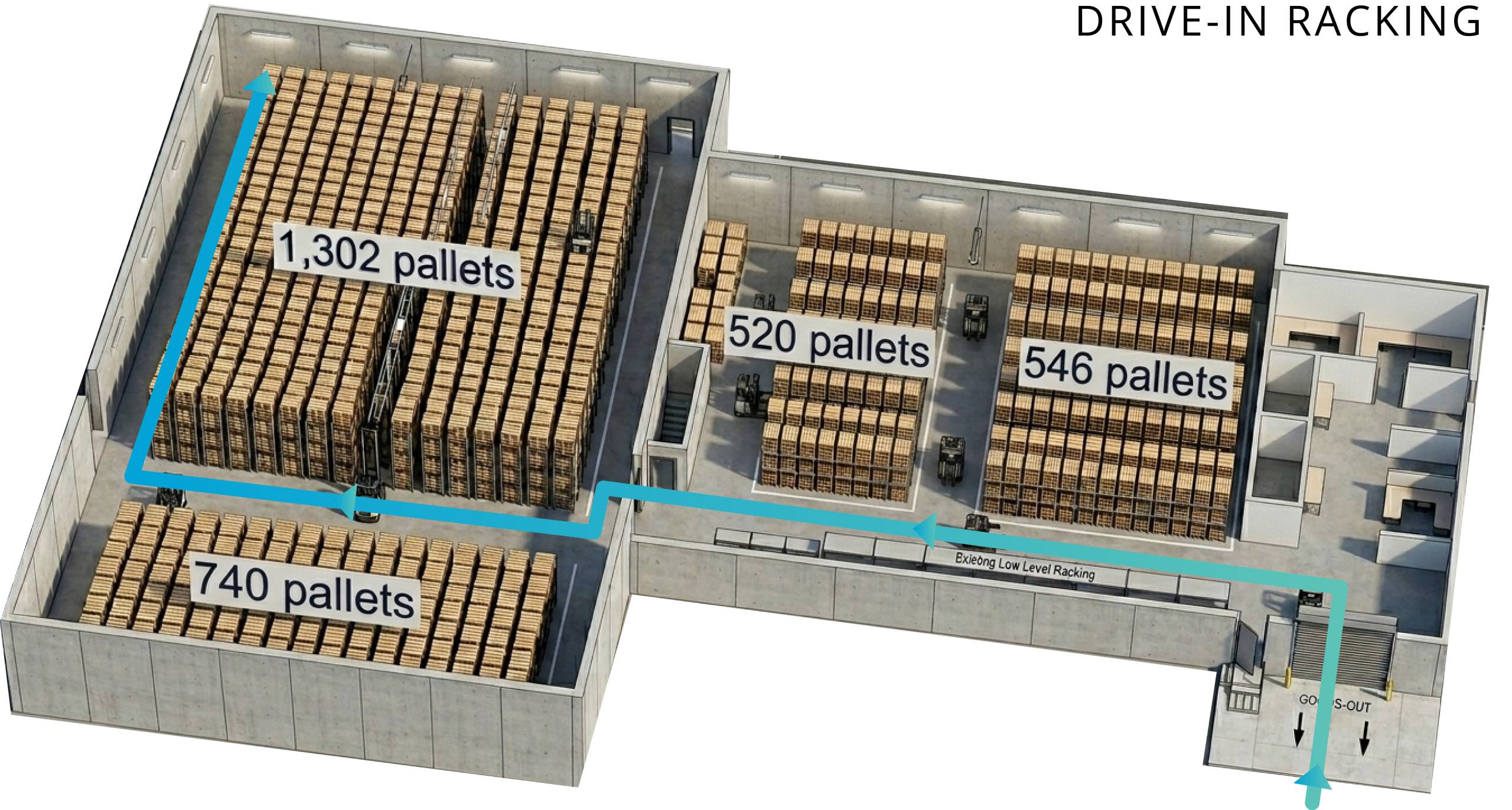
Three blocks of drive-in racking. One growing problem.
This example warehouse, spanning 7,000 to 8,500 m², was running its entire palletised storage operation through drive-in racking – split across three separate blocks. It was a setup that made sense at the start. Over time, the hidden costs began to add up.
- Block A — Main Storage: 1,302 pallet positions. The warehouse’s primary bulk storage block, handling the highest-volume lines.
- Block B — Secondary Area: 520 pallet positions. A separate drive-in block serving medium frequency stock.
- Block C — Secondary Area: 546 pallet positions. Adjacent to Block B, absorbing overflow and slower moving lines.
- Total Storage: 2,368 pallet positions across three drive-in blocks — all requiring forklifts to travel deep inside the racking on every single movement.

The real cost of drive-in racking
For every retrieval and every replenishment.
The forklift goes in.
In a drive-in system, the forklift has to enter it. Lane by lane, pallet by pallet, the truck travels to depth, positions, places or retrieves, then reverses back out. Multiply that across 2,368 positions, across multiple shifts, and the distance (and time, and cost) accumulates fast.
“The forklift was travelling 77,384 metres more per cycle than it needed to. That’s nearly 78 kilometres of wasted movement, every cycle.”
That distance is purely ‘engine’ hours. It’s tyre wear. It’s operator time that could be spent on productive activity. And it’s structural risk because every time a forklift enters a racking lane, it’s operating in a confined space with uprights and beams on both sides.

The Damage Problem Nobody Budgets For
Drive-in racking is built to last, but it’s not built to be collision-proof. In any high-throughput operation, forklift contact with racking structures is inevitable. The question isn’t whether it happens. It’s how much it costs when it does.
- Mandatory structural inspections: Safety compliance requires regular racking checks. In high-throughput environments, that cadence increases — a recurring cost with zero productivity return.
- Upright and beam damage accumulation: Individual repair costs feel manageable. But across a 2,368-position drive-in operation running multiple shifts, cumulative repair spend over three to five years is significant – and often untracked.
- Lane closures during repair: Damaged lanes go out of service. In a dense storage environment, losing even one lane reduces available capacity at exactly the moment you need it most.
- Labour diverted to damage management: Inspection, reporting, contractor coordination — every hour spent managing racking damage is an hour not spent on productive warehouse operations. The indirect cost is consistently underestimated.
The Hybrid Solution:
Don’t replace everything – Put each system where it performs best.
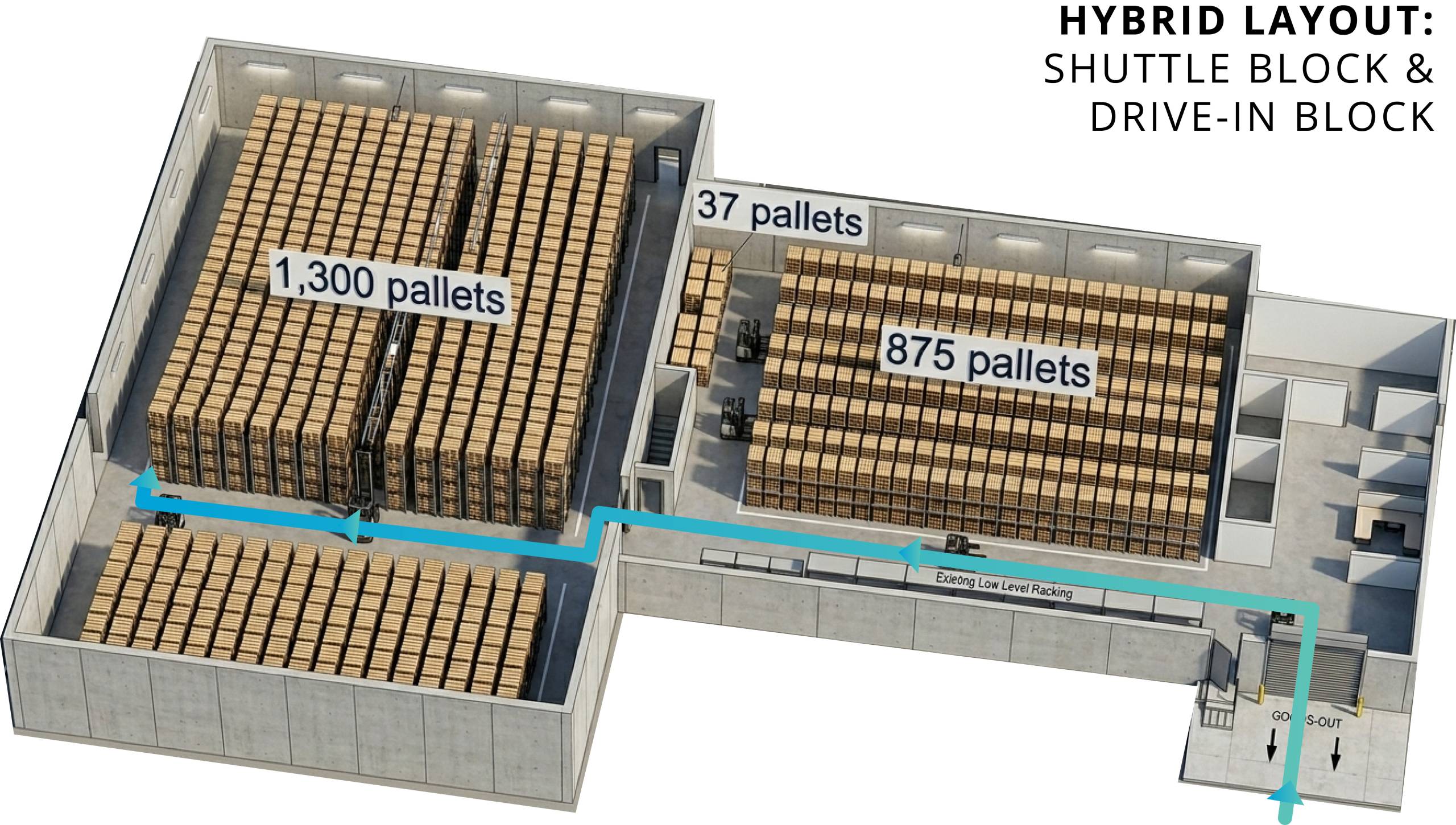
Rather than a full system overhaul, the warehouse adopted a hybrid approach — applying pallet shuttle technology where it would have the greatest impact, and consolidating the remaining drive-in racking into a single, better-configured block.
- Block A → Pallet Shuttle Zone: The main 1,302-pallet block is converted to pallet shuttle racking, holding 1,300 positions. Forklift access is eliminated from inside the structure entirely.
- Blocks B + C → Consolidated Drive-In: The two smaller drive-in blocks (520 + 546 positions) are consolidated into a single, optimised drive-in block holding 875 pallet positions.
- Total Shuttle Positions: 1,300 pallets — all served by the shuttle carrier. Forklift stays at the face. Zero internal travel required.
- Total Drive-In Positions: 875 pallets — rationalised, better configured, and reserved for slower-moving or overflow stock where drive-in still makes sense.
The Results:
Same warehouse, with fundamentally different numbers.
Converting the main block to shuttle racking and consolidating the secondary drive-in zones produced measurable improvements across every operational metric that matters.
- 9.62 hours faster to unload the same number of pallets: That saving comes entirely from removing forklift travel inside the racking. The shuttle handles each internal movement repeatedly at speed, without a driver making that journey every time.
- 77,384m less forklift travel distance per cycle: Nearly 78 kilometres of unnecessary forklift movement eliminated per cycle. Every metre saved is engine hours, tyre wear, and operator fatigue that no longer accumulates.
- Zero rack damage incidents in the shuttle zone: No forklift inside the racking means no structural contact. The primary cause of racking damage is removed from the equation — not reduced, removed.
- Forklift fleet requirements reduced: With the shuttle handling all internal movement in the main block, forklift fleet demand drops. Operators serve the aisle face — not the full depth of every lane on every movement.
“The shuttle zone eliminated the damage risk entirely. That alone changes the long-term cost profile of the operation.”

What stock works best with Pallet Shuttle systems?
Pallet shuttle systems perform best with consistent, high volumne product lines. The drive-in block in the example case study handles everything else.
FMCG & Grocery
High volume, fast rotation goods with consistent pallet specs. FIFO and LIFO both supported. The ideal candidate for shuttle zone allocation.
Food & Beverage
Perishable stock with predictable rotation cycles. Shuttle systems are especially effective in chilled and frozen environments where forklift exposure time matters.
Manufacturing Components
Bulk raw materials or finished goods moving in consistent cycles. Uniform pallet dimensions, repeatable demand – well suited to shuttle throughput.
Fast Moving Consumer Goods (FMCG)
Predictable high-volume lines with seasonal peaks. Shuttle handles core volume; the consolidated drive-in block absorbs overflow.
Brewing & Drinks Manufacturing
Heavy, uniform pallets with predictable movement patterns. Among the highest-performing categories for shuttle ROI per pallet position.
Building & Industrial
High-density goods that move in large, consistent batches. Where predictability makes the shuttle’s throughput advantage most tangible.
The takeaway:
A smarter split delivers results that a single storage system never could.
This wasn’t about replacing everything. It was about putting each system where it performs best. The shuttle zone handles the bulk, high-frequency volume — faster, with less labour, and with no racking damage risk. The consolidated drive-in block continues to serve slower-moving stock cost-effectively.
The 9.62-hour time saving, the 77,384-metre reduction in forklift travel, and the near-zero damage record in the shuttle zone aren’t projections. They reflect what a well-configured hybrid layout delivers in practice — in a real warehouse, across a real operational cycle.
If your warehouse runs multiple drive-in blocks and your forklift costs are climbing, the numbers above reflect what a hybrid reconfiguration can deliver.



